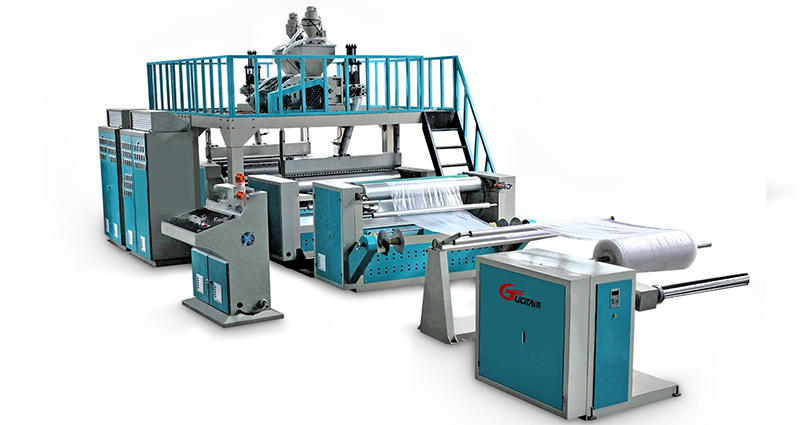
When most buyers search for a bubble wrap extrusion line, what they actually want to know isn’t the layer count—but which one stops air leaks, cuts resin waste, and survives 24/7 shifts without turning into a maintenance nightmare. The short answer: a 2-layer setup wins for standard protective film under 200kg/h, while 7-layer becomes profitable only if you’re blending regrind or barrier materials. Anything in between? You’re likely overpaying for features you’ll never use.
The Layer Count Illusion: Why More Isn’t Always Smarter
Walk into any packaging expo, and salespeople will push 7-layer systems like they’re selling luxury SUVs. But here’s what they don’t mention: multi-layer bubble film requires precise temperature zoning. One miscalculation in your cooling drum, and those “advanced” layers delaminate faster than cheap paint. I’ve seen medium-sized converters in Vietnam and Nigeria swap back to 2-layer machines after 18 months—not because the 7-layer failed, but because their operators couldn’t troubleshoot the extra complexity.
For protective packaging production, the real question is: what percentage of your order uses recycled pellets? If it’s under 20%, a two-layer bubble manufacturing setup gives you 90% of the functionality at half the electricity cost. The 7-layer only shines when you need a dedicated middle barrier (like EVOH for anti-moisture bubble wrap) or you’re running >500kg/hour continuously.
The Hidden Cost Nobody Talks About: Energy Matching
Here’s a number most quotes hide: a 7-layer industrial bubble extrusion system consumes roughly 2.3x more power per kg than a 2-layer design. Why? Each additional layer needs its own extruder barrel, heating zones, and gear pumps. I’ve audited factories in India and Mexico where the 7-layer line sat idle for two shifts because the local grid couldn’t handle the startup surge.
So when should you actually upgrade? Run this math:
-
2-layer line: Ideal for e-commerce air pillows, standard furniture wrap, and void-fill rolls. Payback period typically 9-14 months.
-
7-layer line: Only for specialized customizable bubble extrusion with virgin/regrind sandwich structures or barrier properties. Payback often exceeds 30 months unless you run 24/7.

What Your Operators Won’t Tell You (But I Will)
I’ve trained crews in over 20 countries. The biggest unspoken frustration? Die adjustments. A multi-die bubble film machine with 7 layers means seven separate thickness controls. If your team isn’t comfortable with automated profile systems, you’ll spend more time fighting gauge variation than producing film.
One plant manager in Kenya shared this: “We bought the 7-layer because ‘future-proof.’ Three years later, we still run only three layers. The rest are just expensive paperweights.” Don’t fall for the feature trap. Ask yourself: does my bubble wrap extrusion line need to handle high-speed bubble film output with frequent material changes? If yes, a simpler 2-layer setup with a good static eliminator and winding station often outperforms complex systems.
The Real Game-Changer: Customizing Your Die and Cooling Section
Instead of obsessing over layer count, smart buyers focus on two areas that directly affect your reject rate:
-
Adjustable bubble forming die – allows you to switch between mini, standard, and large bubble patterns without changing tooling.
-
Independent cooling section – prevents bubble collapse when using high-regrind content.
This is where Guotai’s approach differs. They don’t push a “one-size-fits-all”. Instead, their team maps your raw material availability, average order size, and shift schedule before recommending either a streamlined 2-layer or a fully modular 7-layer. For example, a customer in Thailand running 70% post-industrial regrind needed a 5-layer configuration (not 7) with a reinforced vacuum former. Guotai built it in 45 days.
2-Layer or 7-Layer Bubble Wrap Extrusion Line? Let’s Settle This With Data
According to a 2023 PMA report, 68% of bubble wrap quality complaints trace back to cooling inconsistencies—not layer count. So before you decide, check three things:
-
Your bubble wrap extrusion line’s cooling drum length (at least 2.5m for 7-layer; 1.8m fine for 2-layer).
-
Whether the supplier offers turnkey bubble film line installation with local electrical compliance.
-
Availability of spare bubble extrusion parts for die tips and air rings (many 7-layer proprietary parts have 6-week lead times).
Why Guotai’s Modular Approach Saves You From Overbuying
After 18 years in this space, here’s my personal take: most manufacturers overcomplicate. A well-tuned 2-layer line with energy-efficient bubble extrusion technology will outproduce a poorly supported 7-layer machine every time. But if you genuinely need barrier layers or virgin/regrind separation, then a 7-layer protective film extrusion solution makes sense—provided you have the technical staff to maintain it.
Guotai stands out because they offer both, but they’ll never upsell you. Their engineers will literally tell you when a 2-layer is enough. For large-scale bubble wrap production, they’ve even developed a hybrid cooling system that reduces cloudiness in recycled layers—something layer count alone can’t fix. Want to see how they match the line to your exact resin blend? Or if you’re still torn between 2 and 7 layers, request a free ROI worksheet that calculates your break-even point in under 5 minutes.
Final Take: Stop Counting Layers, Start Measuring Reject Rates
The next time a salesperson asks “2-layer or 7-layer bubble wrap extrusion line?”, reply with this: “Show me your delamination rate after 2,000 hours.” That question separates marketers from manufacturers. Because in the real world, the best line isn’t the one with the most layers—it’s the one that runs Tuesday night at 2 AM without waking your maintenance lead.
Still comparing quotes? Use this interactive selector tool to match layer count to your daily output.