1. Why does the film break easily during production?

Common reasons include inconsistent raw material quality, unstable film tension, or mechanical failures (such as air leaks or abnormal temperature control).
Solutions:
A. Adjust pulling speed and heating parameters;
B. Use high-quality and well-dried PE raw material;
C. Regularly maintain the transmission parts, check electrical and pneumatic systems, and keep a production log.
2. Why are the bubbles unstable or the film wrinkled/deformed?
A. Raw Material Issues
Improper melt index, moisture, or impurities can lead to poor bubble formation.
B. Incorrect Temperature Settings
Low extrusion temperature or uneven die heating results in under-plasticized film and weak bubbles.
C. Die Head / Roller Problems
Uneven die gap or excessive roller pressure may crush or wrinkle bubbles.
D. Unstable Cooling Airflow
Low or uneven airflow, or misaligned air ring, can cause bubbles to deform or collapse.
E. Speed Mismatch
If pulling speed is too fast or output is unstable, bubbles can’t form properly before being stretched.
Suggestions:
A. Dry material, right melt index, low impurities
B. Proper temperature and even heating
C. Uniform die gap, moderate roller pressure
D. Strong, balanced cooling airflow
E. Match speed to output—don’t pull too fast
3. Why is the sealing weak or incomplete?
This is usually due to improper sealing temperature, pressure, or alignment.
Fixes:
A. Fine-tune the sealing system to ensure accurate temperature sensing;
B. Adjust the distance and pressure of the sealing wheels;
C. Replace worn sealing belts regularly.
4. Why is the film not cut cleanly or doesn’t cut at all?
This issue is often due to dull blades, stuck cutting mechanism, lack of lubrication, or leftover film blocking the path.
Fixes:
A. Clean the cutting area regularly;
B. Apply lubrication to bearings;
C. Replace worn blades in time.
5. Why does the machine malfunction or run unstably during operation?
Likely causes include unstable air pressure, electrical control failure, or loose mechanical components.
Maintenance tips:
A. Inspect air supply system and filters;
B. Tighten mechanical connections and remove internal dust;
C. Test PLC systems, circuits, and sensors regularly.
6. Why is the output low? How can I increase productivity?
Many manufacturers care about “how to boost efficiency” and “reduce energy consumption.”
Optimization advice:
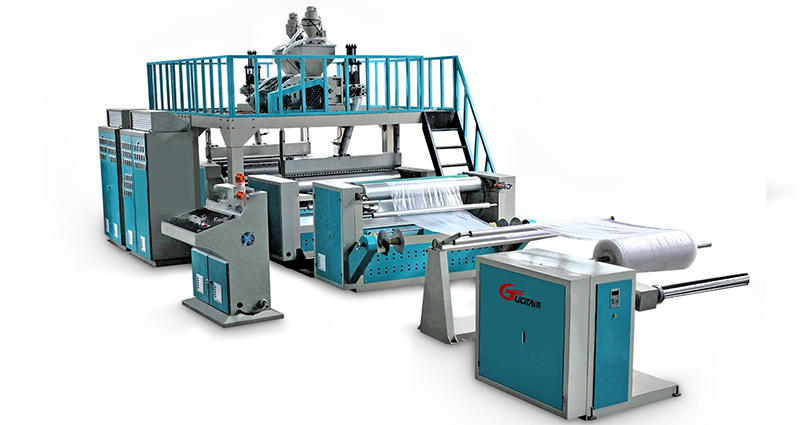
A. Choose multi-layer co-extrusion systems like twin-screw bubble film machines;
B. Use frequency inverters (VFD) for energy saving;
C. Upgrade to PLC automation for better control over heating, tension, and rewinding.
7. How to choose the right configuration? 2-layer or multi-layer?
Machines are commonly available in 2-layer, 3-layer, or even 5-layer versions, depending on packaging requirements.
Selection guide:
A. 2-layer: for basic cushioning packaging;
B. 3-5 layers: ideal for higher performance like anti-static, puncture resistance, and moisture-proof needs;
C. Customizable bubble size (typically 7–30 mm) and film thickness for various applications.
Summary Table
|
Key Problem
|
Suggested Adjustment
|
|
Film breaking
|
Raw material quality, tension, temperature, machine maintenance
|
|
Bubble instability
|
Raw Material Issues, Incorrect Temperature Settings, Die Head / Roller Problems, Unstable Cooling Airflow, Speed Mismatch
|
|
Sealing/cutting issue
|
Temperature, pressure, blade inspection
|
|
Malfunctions
|
Pneumatic, electric, mechanical system checks
|
|
Low productivity
|
Co-extrusion tech, frequency control, automation (PLC)
|