1. Por qué la película se rompe fácilmente durante la producción?

Las razones más comunes incluyen calidad inconsistente de la materia prima, tensión inestable de la película o fallas mecánicas (como fugas de aire o control de temperatura anormal).
Soluciones:
A. Ajuste la velocidad de tracción y los parámetros de calentamiento;
B. Utilice materia prima de PE de alta calidad y bien seca;
C. Realizar mantenimiento periódico de las piezas de transmisión, comprobar los sistemas eléctricos y neumáticos y llevar un registro de producción.
2. Por qué las burbujas son inestables o la película está arrugada/deformada?
A. Problemas de materia prima
Un índice de fusión inadecuado, humedad o impurezas pueden provocar una mala formación de burbujas.
B. Ajustes de temperatura incorrectos
Una temperatura de extrusión baja o un calentamiento desigual de la matriz dan como resultado una película poco plastificada y burbujas débiles.
C. Problemas con el cabezal de troquel/rodillo
Un espacio desigual entre los troqueles o una presión excesiva en los rodillos pueden aplastar o arrugar las burbujas.
D. Flujo de aire de enfriamiento inestable
Un flujo de aire bajo o desigual, o un anillo de aire desalineado, pueden provocar que las burbujas se deformen o colapsen.
E. Desajuste de velocidad
Si la velocidad de tracción es demasiado rápida o la salida es inestable, las burbujas no pueden formarse correctamente antes de estirarse.
Sugerencias:
A. Material seco, índice de fusión correcto, bajas impurezas.
B. Temperatura adecuada y calentamiento uniforme.
C. Espacio de matriz uniforme, presión moderada en el rodillo
D. Flujo de aire de enfriamiento fuerte y equilibrado
E. Adapte la velocidad a la salida: no tire demasiado rápido
3. Por qué el sellado es débil o incompleto?
Generalmente, esto se debe a una temperatura, presión o alineación de sellado inadecuada.
Correcciones:
A. Ajuste el sistema de sellado para garantizar una detección precisa de la temperatura;
B. Ajuste la distancia y la presión de las ruedas de sellado;
C. Reemplace periódicamente las correas de sellado desgastadas.
4. Por qué la película no se corta limpiamente o no se corta en absoluto?
Este problema a menudo se debe a hojas desafiladas, mecanismo de corte atascado, falta de lubricación o película restante que bloquea el camino.
Correcciones:
A. Limpie el área de corte periódicamente;
B. Aplicar lubricación a los cojinetes;
C. Reemplace las cuchillas desgastadas a tiempo.
5. Por qué la máquina funciona mal o de manera inestable durante el funcionamiento?
Las posibles causas incluyen presión de aire inestable, falla del control eléctrico o componentes mecánicos sueltos.
Consejos de mantenimiento:
A. Inspeccione el sistema de suministro de aire y los filtros;
B. Apretar las conexiones mecánicas y eliminar el polvo interno;
C. Pruebe periódicamente los sistemas PLC, circuitos y sensores.
6. Por qué la producción es baja? ¿Cómo puedo aumentar la productividad?
A muchos fabricantes les preocupa “cómo aumentar la eficiencia” y “reducir el consumo de energía”.
Consejos de optimización:
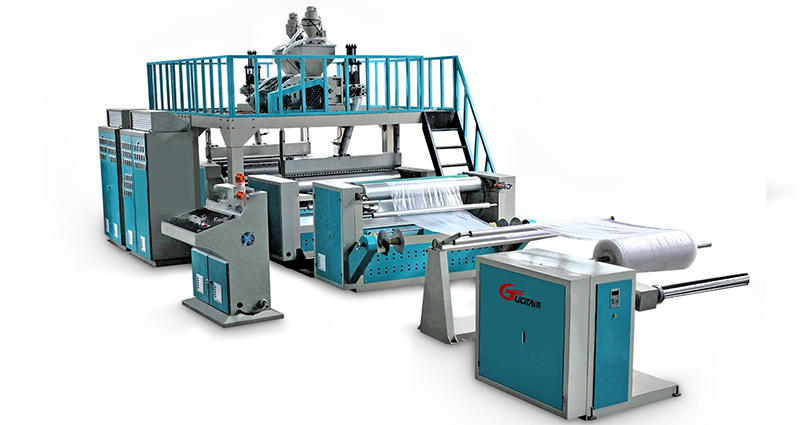
A. Elija sistemas de coextrusión multicapa como máquinas de película de burbujas de doble tornillo;
B. Utilice variadores de frecuencia (VFD) para ahorrar energía;
C. Actualización a la automatización PLC para un mejor control del calentamiento, la tensión y el rebobinado.
7. Cómo elegir la configuración adecuada? ¿Doble capa o multicapa?
Las máquinas suelen estar disponibles en versiones de 2 capas, 3 capas o incluso 5 capas, según los requisitos del embalaje.
Guía de selección:
A. 2 capas: para embalaje de amortiguación básica;
B. 3-5 capas: ideal para un mayor rendimiento como necesidades antiestáticas, resistentes a perforaciones y a prueba de humedad;
C. Tamaño de burbuja personalizable (normalmente 7–30 mm) y espesor de película para diversas aplicaciones.
Tabla de resumen
|
Problema clave
|
Ajuste sugerido
|
|
Última hora de la película
|
Calidad de la materia prima, tensión, temperatura, mantenimiento de la máquina.
|
|
Inestabilidad de la burbuja
|
Problemas con la materia prima, ajustes de temperatura incorrectos, problemas con el cabezal/rodillo de la matriz, flujo de aire de enfriamiento inestable, desajuste de velocidad
|
|
Problema de sellado/corte
|
Inspección de temperatura, presión y cuchillas
|
|
Mal funcionamiento
|
Comprobaciones de sistemas neumáticos, eléctricos y mecánicos.
|
|
Baja productividad
|
Tecnología de coextrusión, control de frecuencia, automatización (PLC)
|